Auto Level Hephestos Sans contact (Mise à jour du 31/01/15)
Publié : lun. janv. 12, 2015 12:16 pm
Salut à tous,
Voici un tuto pour installer et configurer son firmware Marlin dans le but d'utiliser un capteur inductif et faire un Auto Level.
Ce tuto est adaptable à tous les capteurs sans contact (capacitifs ou inductifs)
Tout d'abord imprimer la pièce Thingiverse : http://www.thingiverse.com/thing:534011 Merci à Paclema pour la réalisation
Installer le capteur LJ12A3-4-Z/BX (vous pouvez le trouver sur plusieurs site moi je l'ai pris ici : http://www.banggood.com/fr/Wholesale-NP ... 41603.html )
Ce capteur fonctionne par induction donc placer une feuille de papier d'aluminium de cuisine par exemple derrière le verre d'impression, autre idée de Jacques un miroir ! j'ai pas encore fais l'essai mais ca doit marcher ! Merci à Jacques pour l'idée
Ce capteur à une course de contact de 4mm ! donc le réglage sera très précis du faite que le verre d’origine fait 3mm.
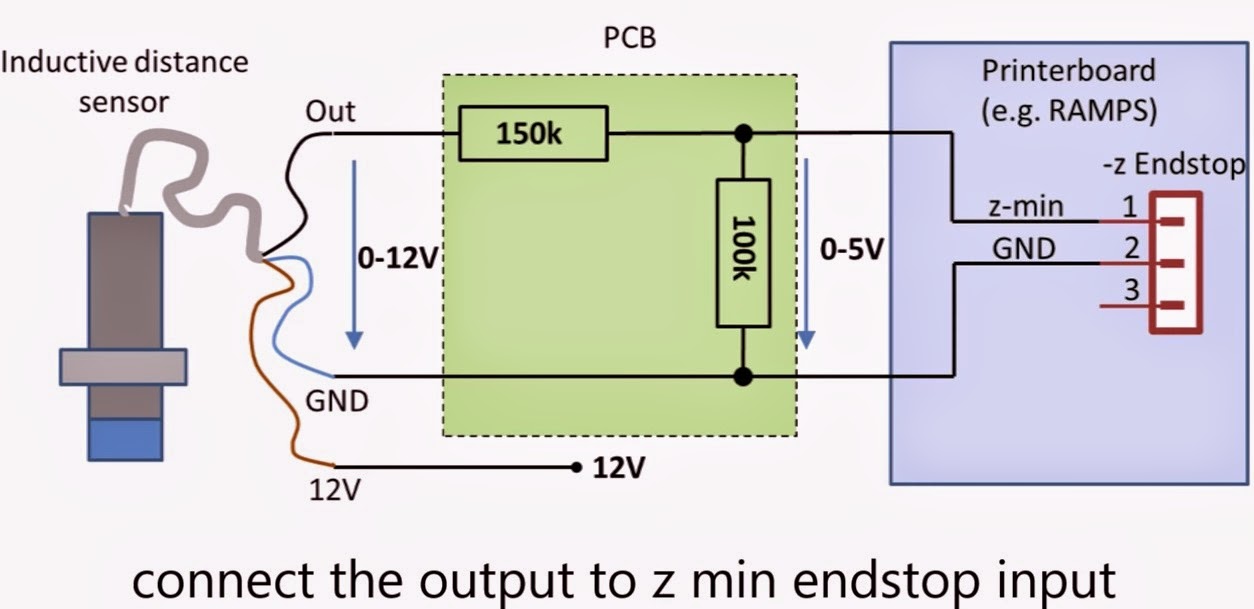
Le capteur fonctionne en 12 v, 3 fils, un bleu, un marron et un noir.
Le Bleu : Masse (GND)
Le Marron : 12V
Le Noir : Signal
La tension du signal est de 12v à la sorti du capteur, la Ramps n'accepte que du 5v !! donc nous allons installer 2 résistances pour diminuer cette tension à 5v .
Facile à trouver sur ebay (http://www.ebay.fr/itm/Lot-de-20-Resist ... 19edee2268)
(http://www.ebay.fr/itm/Lot-de-20-Resist ... 19edee2268)
Le capteur se branche en lieu et place du contacteur fin de course Axe Z
Nous avons plus besoin de ce capteur, nous pouvons l'enlever.
Une petite aide pour le réglage du capteur :
L'imprimante doit être branchée en USB afin d'envoyer les commandes depuis le PC et conserver l'alimentation de l'électronique en permanence
1°) Home X et Home Y
2°) Faire un repère au centre du plateau avec un marqueur
3°) Centrer la tête d'impression au centre du plateau au niveau du repère.
4°) Descendre la tête avec Cura (commande Z) au maximum (0)
5°) Couper le 12V de l'imprimante
6°) Descendre manuellement la tête et régler avec une feuille la hauteur d'impression.
7°) Une fois fait faire la commande G92 X0 Y0 Z0 (remise à 0 des origines)
8°) Remettre le 12V de l'imprimante
9°) Positionner le capteur (avec Cura) en lieu et place de la tête sur le plateau (sur le repère au centre du plateau)
10°) Faire descendre la tête (avec Cura) jusqu’à que le capteur s'allume (ajuster le plus précisément possible la hauteur du capteur par pas de 0.1mm)
11°) Une fois réglé faire M114
12°) Relever les valeur X Y Z et inverser la valeur (ex : X 20 Y 30 Z 2.5 = X -20 Y -30 Z -2.5) et les insérer des le firmware (offset Z et X,Y, ca permet de connaître la véritable position de la buse en Z et (mais) le véritable centre du plateau pour la mesure)
Exemple :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -20
#define Y_PROBE_OFFSET_FROM_EXTRUDER -30
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.5
13°) Lancer le téléversement
14°) Supprimer dans le Gcode de démarrage la commande
G28 X0 Y0
G28 Z0
Et la remplacer par
G28
G29
Modification du Firmware :
Je me suis servi de l’excellent tuto de Thomas Sanladerer : https://www.youtube.com/watch?v=EcGFLwj ... L&index=16
Dans Configuration.h
Dé commenter la ligne : //#define ENDSTOPPULLUP_ZMIN
Commenter la ligne : #define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
Configurer le rectangle de plapage :
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 15
#define RIGHT_PROBE_BED_POSITION 160
#define BACK_PROBE_BED_POSITION 160
#define FRONT_PROBE_BED_POSITION 20
Nombre de palpage :
// set the number of grid points per dimension
// I wouldn't see a reason to go above 3 (=9 probing points on the bed)
#define AUTO_BED_LEVELING_GRID_POINTS 2
J'utilise maintenant 4 palpages (suffisant pour moi) donc 2 mais vous pouvez mettre 3 dans ce cas il y aura 9 palpages sur la surface.
Mes réglages du capteur :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -22
#define Y_PROBE_OFFSET_FROM_EXTRUDER -27
#define Z_PROBE_OFFSET_FROM_EXTRUDER 0
J'ai 1mm de distance entre le capteur et la tête d'impression, faite un Home sur le Z et régler votre capteur de façon à ce qu'il soit plus haut de 1mm (il doit s'allumer)
Hauteur de remonter de la téte avant le Home Z :
#define Z_RAISE_BEFORE_HOMING 10
Remonter entre chaque palpages (1mm):
#define Z_RAISE_BEFORE_PROBING 1 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 1 //How much the extruder will be raised when traveling from between next probing points
Voila rien de bien sorcier ...ne pas oublier de modifier le Gcode de démarrage
; -- START GCODE --
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28
G29
G1 Z15.0 F1200 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E5 ;extrude 5mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
;M117 Printing...
; -- end of START GCODE --
https://www.youtube.com/watch?v=-dyFngg ... F3O2iDAHDg
J'attend un autre capteur qui lui detecte le verre je vous ferai mon retour dessus
Jacques si il y a des choses à modifier ne pas hésiter
Mise à jour: j'ai reçu le capteur LJC18A3-H-Z/BX (http://www.ebay.fr/itm/230913392907?ssP ... 1497.l2649) qui lui fonctionne sur du verre avec 10mm de distance et bien c'est nickel !! plus besoin de feuille alu ou miroir !
Vidéo : http://youtu.be/ncH0IwwedbE
Stl : http://www.thingiverse.com/thing:636924/#files
Sur le firmware 1.4 et suivants ne pas oublier :
Dé-ommenter la ligne #define ENDSTOPS_ONLY_FOR_HOMING // If defined the endstops will only be used for homing dans configuration_adv.h au niveau Mechanical Setting Sinon l'impression se fera en l'air ...
Voici un tuto pour installer et configurer son firmware Marlin dans le but d'utiliser un capteur inductif et faire un Auto Level.
Ce tuto est adaptable à tous les capteurs sans contact (capacitifs ou inductifs)
Tout d'abord imprimer la pièce Thingiverse : http://www.thingiverse.com/thing:534011 Merci à Paclema pour la réalisation
Installer le capteur LJ12A3-4-Z/BX (vous pouvez le trouver sur plusieurs site moi je l'ai pris ici : http://www.banggood.com/fr/Wholesale-NP ... 41603.html )
Ce capteur fonctionne par induction donc placer une feuille de papier d'aluminium de cuisine par exemple derrière le verre d'impression, autre idée de Jacques un miroir ! j'ai pas encore fais l'essai mais ca doit marcher ! Merci à Jacques pour l'idée
Ce capteur à une course de contact de 4mm ! donc le réglage sera très précis du faite que le verre d’origine fait 3mm.
- Capteur dist.JPG (14.12 Kio) Consulté 50631 fois
Le Bleu : Masse (GND)
Le Marron : 12V
Le Noir : Signal
La tension du signal est de 12v à la sorti du capteur, la Ramps n'accepte que du 5v !! donc nous allons installer 2 résistances pour diminuer cette tension à 5v .
Facile à trouver sur ebay
Le capteur se branche en lieu et place du contacteur fin de course Axe Z
Nous avons plus besoin de ce capteur, nous pouvons l'enlever.
- Zswitch.JPG (65.54 Kio) Consulté 50631 fois
L'imprimante doit être branchée en USB afin d'envoyer les commandes depuis le PC et conserver l'alimentation de l'électronique en permanence
1°) Home X et Home Y
2°) Faire un repère au centre du plateau avec un marqueur
3°) Centrer la tête d'impression au centre du plateau au niveau du repère.
4°) Descendre la tête avec Cura (commande Z) au maximum (0)
5°) Couper le 12V de l'imprimante
6°) Descendre manuellement la tête et régler avec une feuille la hauteur d'impression.
7°) Une fois fait faire la commande G92 X0 Y0 Z0 (remise à 0 des origines)
8°) Remettre le 12V de l'imprimante
9°) Positionner le capteur (avec Cura) en lieu et place de la tête sur le plateau (sur le repère au centre du plateau)
10°) Faire descendre la tête (avec Cura) jusqu’à que le capteur s'allume (ajuster le plus précisément possible la hauteur du capteur par pas de 0.1mm)
11°) Une fois réglé faire M114
12°) Relever les valeur X Y Z et inverser la valeur (ex : X 20 Y 30 Z 2.5 = X -20 Y -30 Z -2.5) et les insérer des le firmware (offset Z et X,Y, ca permet de connaître la véritable position de la buse en Z et (mais) le véritable centre du plateau pour la mesure)
Exemple :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -20
#define Y_PROBE_OFFSET_FROM_EXTRUDER -30
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.5
13°) Lancer le téléversement
14°) Supprimer dans le Gcode de démarrage la commande
G28 X0 Y0
G28 Z0
Et la remplacer par
G28
G29
Modification du Firmware :
Je me suis servi de l’excellent tuto de Thomas Sanladerer : https://www.youtube.com/watch?v=EcGFLwj ... L&index=16
Dans Configuration.h
Dé commenter la ligne : //#define ENDSTOPPULLUP_ZMIN
Commenter la ligne : #define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
Configurer le rectangle de plapage :
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 15
#define RIGHT_PROBE_BED_POSITION 160
#define BACK_PROBE_BED_POSITION 160
#define FRONT_PROBE_BED_POSITION 20
Nombre de palpage :
// set the number of grid points per dimension
// I wouldn't see a reason to go above 3 (=9 probing points on the bed)
#define AUTO_BED_LEVELING_GRID_POINTS 2
J'utilise maintenant 4 palpages (suffisant pour moi) donc 2 mais vous pouvez mettre 3 dans ce cas il y aura 9 palpages sur la surface.
Mes réglages du capteur :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -22
#define Y_PROBE_OFFSET_FROM_EXTRUDER -27
#define Z_PROBE_OFFSET_FROM_EXTRUDER 0
J'ai 1mm de distance entre le capteur et la tête d'impression, faite un Home sur le Z et régler votre capteur de façon à ce qu'il soit plus haut de 1mm (il doit s'allumer)
Hauteur de remonter de la téte avant le Home Z :
#define Z_RAISE_BEFORE_HOMING 10
Remonter entre chaque palpages (1mm):
#define Z_RAISE_BEFORE_PROBING 1 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 1 //How much the extruder will be raised when traveling from between next probing points
Voila rien de bien sorcier ...ne pas oublier de modifier le Gcode de démarrage
; -- START GCODE --
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28
G29
G1 Z15.0 F1200 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E5 ;extrude 5mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
;M117 Printing...
; -- end of START GCODE --
https://www.youtube.com/watch?v=-dyFngg ... F3O2iDAHDg
J'attend un autre capteur qui lui detecte le verre je vous ferai mon retour dessus
Jacques si il y a des choses à modifier ne pas hésiter
Mise à jour: j'ai reçu le capteur LJC18A3-H-Z/BX (http://www.ebay.fr/itm/230913392907?ssP ... 1497.l2649) qui lui fonctionne sur du verre avec 10mm de distance et bien c'est nickel !! plus besoin de feuille alu ou miroir !
Vidéo : http://youtu.be/ncH0IwwedbE
Stl : http://www.thingiverse.com/thing:636924/#files
Sur le firmware 1.4 et suivants ne pas oublier :
Dé-ommenter la ligne #define ENDSTOPS_ONLY_FOR_HOMING // If defined the endstops will only be used for homing dans configuration_adv.h au niveau Mechanical Setting Sinon l'impression se fera en l'air ...